
 English
English














Ústav fyziky materiálů AV ČR spolupracuje již mnoho let s První brněnskou strojírnou Velká Bíteš, a. s., na vývoji technologií pro přesné lití žárupevných materiálů. Z hlediska technologie lití jde o velice náročné materiály, jako jsou například niklové nebo kobaltové superslitiny. Strukturně složité konstrukční materiály nacházejí uplatnění zejména v leteckých a energetických aplikacích.

Obr.1
Odlitky lopatek pro plynovou turbínu
Používají se na nejvíce namáhané součásti, které jsou v provozu vystaveny vysokým teplotám a spektru mechanického a korozního namáhání. Jde zejména o lopatky leteckých a plynových turbín, integrálně litá oběžná kola a rozváděcí kola turbodmychadel (obr. 1).
Mechanické namáhání lopatek spočívá především v provozních vibracích, v zatížení odstředivou sílou v důsledku rotace turbíny a v namáhání termomechanickém, které vyvolává spouštění a odstávka zařízení. Pro bezpečnou konstrukci a provoz těchto klíčových komponent musíme tedy znát a kvantifikovat nejen mechanické vlastnosti separátně, jak je tomu v běžné praxi, ale postihnout i interakce jednotlivých mechanismů porušení, a to především v oblasti vysokoteplotní únavy a creepu.
Pro zvýšení účinnosti zařízení je rozhodující provozní teplota, jejíž relativně nízký nárůst může účinnost systému znatelně zvýšit. Tím se sníží náklady a spotřeba paliva, což je jedním z cílů evropské strategie Energy Roadmap 2050, jež se zaměřuje především na omezení produkce skleníkových plynů. Hledání a vývoj slitiny, jejíž provozní teplota může dlouhodobě dosahovat až 1000 °C a která současně splňuje ekonomické požadavky na cílové zařízení, není jednoduché. Jedním z perspektivních materiálů, kterým se v současnosti zabývá tým výzkumníků v ÚFM, je niklová superslitina MAR-M 247; byla vyvinuta v USA pro komponenty raketové techniky a integrovaná kola leteckých turbín. Tato pokročilá slitina s výbornými mechanickými vlastnostmi a velmi dobrou korozní odolností má navíc vhodné předpoklady pro zpracování metodou přesného lití. Její chemické složení (viz tabulka) zajišťuje vysoký objemový podíl zpevňující fáze γ´, dodatečné zpevnění matrice γ (vysokým obsahem wolframu), zvýšení operačních teplot (legování hafniem) a zpevnění hranic zrn (legování borem).

Příklad výroby oběžného kola ze superslitiny MAR-M 247 ve slévárně PBS Velká Bíteš znázorňuje obr. 2. Odlitky se běžně vyrábějí pomocí metody přesného lití, což představuje efektivní a ekonomicky výhodný způsob produkce. Prvním krokem je výroba voskového modelu dané součástky s technologickými úpravami. Následuje máčení voskového modelu v keramické suspenzi a obalení vhodným posypovým materiálem. V peci se vytvoří kompaktní skořepina a vytaví voskový model. Výsledná skořepinová forma je již připravená pro odlévání. Před konečným stavem se získaný odlitek tepelně zpracuje.

Obr.2
Postup výroby oběžného kola ze superslitiny MAR-M 247
Podmínky technologického zpracování výsledného odlitku jsou klíčové pro mechanické vlastnosti finálního výrobku. Jednou z metod, která tyto vlastnosti výrazně zlepší, zejména únavové charakteristiky, je izostatické lisování za tepla HIP (Hot Isostatic Pressing). Příklad rozdílného chování při únavovém porušení vzorku ze superslitiny MAR-M 247 bez procedury HIP a po izostatickém lisování za tepla znázorňují obr. 3 a 4. Na první lomové ploše se téměř neobjevují struktury typické pro klasické šíření únavové trhliny (obr. 3).
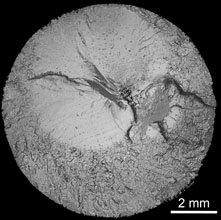
Obr.3
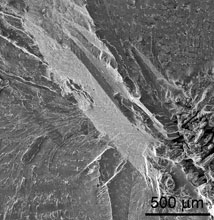
Lomová plocha superslitiny MAR-M 247 bez HIP zpracování po únavové zkoušce při teplotě 650 °C; na snímku vpravo detail místa iniciace únavové trhliny, kterým byla rozsáhlá slévárenská vada.
Z makroskopického hlediska je lomová plocha převážně kolmá k ose zatěžování a na jejím povrchu je zřetelný dendritický charakter materiálu s jasně patrnými osami jednotlivých dendritů. Naznačuje to, že konečné dolomení nastalo podél mezidendritických prostorů bohatých na karbidy a také materiálové nehomogenity. Místem iniciace únavové trhliny byla staženina v blízkosti osy zkušební tyče. Staženina byla natolik velká, že následná etapa šíření únavové trhliny byla velmi krátká a zkušební těleso se záhy dolomilo. Na lomové ploše tělesa podrobeného proceduře HIP (obr. 4) dochází opět k iniciaci únavové trhliny na licím defektu; je ale výrazně menší, k výraznému transkrystalickému šíření trhliny dochází zejména v počáteční fázi. Další šíření je již kolmo na osu zatěžování a ukazuje „rybí oko“ charakteristické pro trhlinu iniciovanou uvnitř zkušebního vzorku. Konečná únavová životnost zkušebního vzorku se kvůli tomuto mechanicko-tepelnému zpracování zvýší při teplotě 800 °C až stokrát.
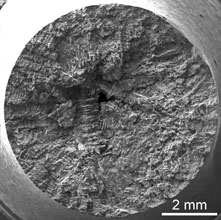
Obr.4
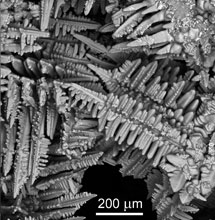
Lomová plocha superslitiny MAR-M 247 s provedeným HIP zpracováním po únavové zkoušce při teplotě 800 °C; na snímku vpravo je detail místa iniciace únavové trhliny s přilehlou fazetou.
Hlavním cílem spolupráce je tedy optimalizace technologického zpracování a samotného procesu přesného lití, jež se zakládá na základních poznatcích o mechanismech iniciace únavových trhlin a jejich šíření. Výsledky mají příznivý ekonomický dopad u výrobce a výzkum současně přináší nové poznatky o mechanismech vysokoteplotního únavového porušování nově vyvíjených materiálů.
MIROSLAV ŠMÍD, LUDVÍK KUNZ, PAVEL HUTAŘ,
Ústav fyziky materiálů AV ČR, v. v. i.,
KAREL HRBÁČEK,
První brněnská strojírna Velká Bíteš, a. s.